

1. ወሰን
መግለጫው መደበኛ ዲያሜትር NPS 10 ~ NPS48፣ መደበኛ የግፊት ክፍል (150LB~300LB) ባለ ሦስት እጥፍ ኤክሰንትሪክ የብረት ማኅተም ቢራቢሮ ቫልቮች ያካትታል።
2. የምርት መግለጫ
2.1 የቴክኒክ መስፈርቶች
2.1.1 የንድፍ እና የማምረት ደረጃ፡ ኤፒአይ 609
2.1.2 ከመጨረሻ እስከ መጨረሻ የግንኙነት ደረጃ፡ASME B16.5
2.1.3 የፊት ለፊት ልኬት መስፈርት፡API609
2.1.4 የግፊት-ሙቀት ደረጃ ደረጃ፡ASME B16.34
2.1.5 ምርመራ እና ሙከራ (የሃይድሮሊክ ሙከራን ጨምሮ)፡ ኤፒአይ 598
2.2 የምርት አጠቃላይ
ባለ ሶስት ኤክሰንትሪክ ቢራቢሮ ቫልቭ ከቢቪኤምሲ ዋና ዋና ምርቶች ውስጥ አንዱ ሲሆን በብረታ ብረት ፣ በብርሃን ኢንዱስትሪ ፣ በኤሌክትሪክ ኃይል ፣ በፔትሮኬሚካል ፣ በጋዝ ቻናል እና በሌሎችም መስኮች በሰፊው ጥቅም ላይ ይውላል ።
3. ባህሪያት እና አተገባበር
አወቃቀሩ ሶስት እጥፍ ኤክሰንትሪክ እና በብረት የተቀመጠ ነው.በክፍል ሙቀት እና / ወይም ከፍተኛ ሙቀት ውስጥ ጥሩ የማተሚያ አፈፃፀም አለው.አነስተኛ መጠን፣ ቀላል ክብደት፣ ክፍት እና መዝጋት በተለዋዋጭነት እና ረጅም የስራ ህይወት ከጌት ቫልቮች ወይም ከግሎብ ቫልቮች ጋር ሲነፃፀሩ ግልፅ ጥቅሞቹ ናቸው።በብረታ ብረት, በብርሃን ኢንዱስትሪ, በኤሌክትሪክ ኃይል, በፔትሮኬሚካል, በከሰል ጋዝ ሰርጥ እና በሌሎች መስኮች በሰፊው ጥቅም ላይ ይውላል, የደህንነት አስተማማኝነት አጠቃቀም, ቫልቭ የዘመናዊ ኢንተርፕራይዞች ምርጥ ምርጫ ነው.
4. መዋቅር
4.1 በሥዕላዊ መግለጫ 1 ላይ እንደሚታየው ባለሶስት ኤክሰንትሪክ ብረት ማኅተም ቢራቢሮ ቫልቭ
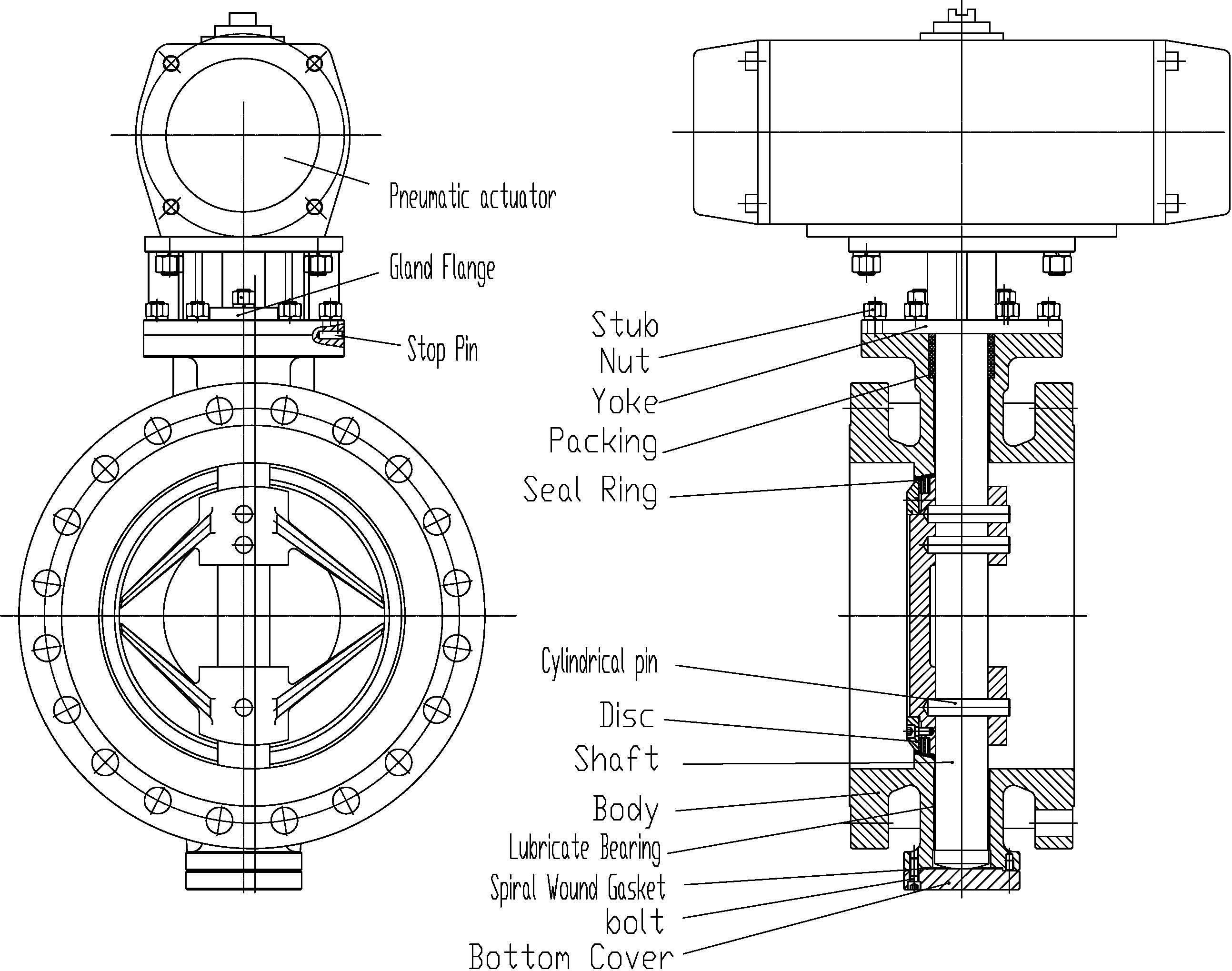
ምስል 1 ባለሶስት ኤክሰንትሪክ ብረት ማሸጊያ የቢራቢሮ ቫልቭ
5. የማተም መርህ፡-
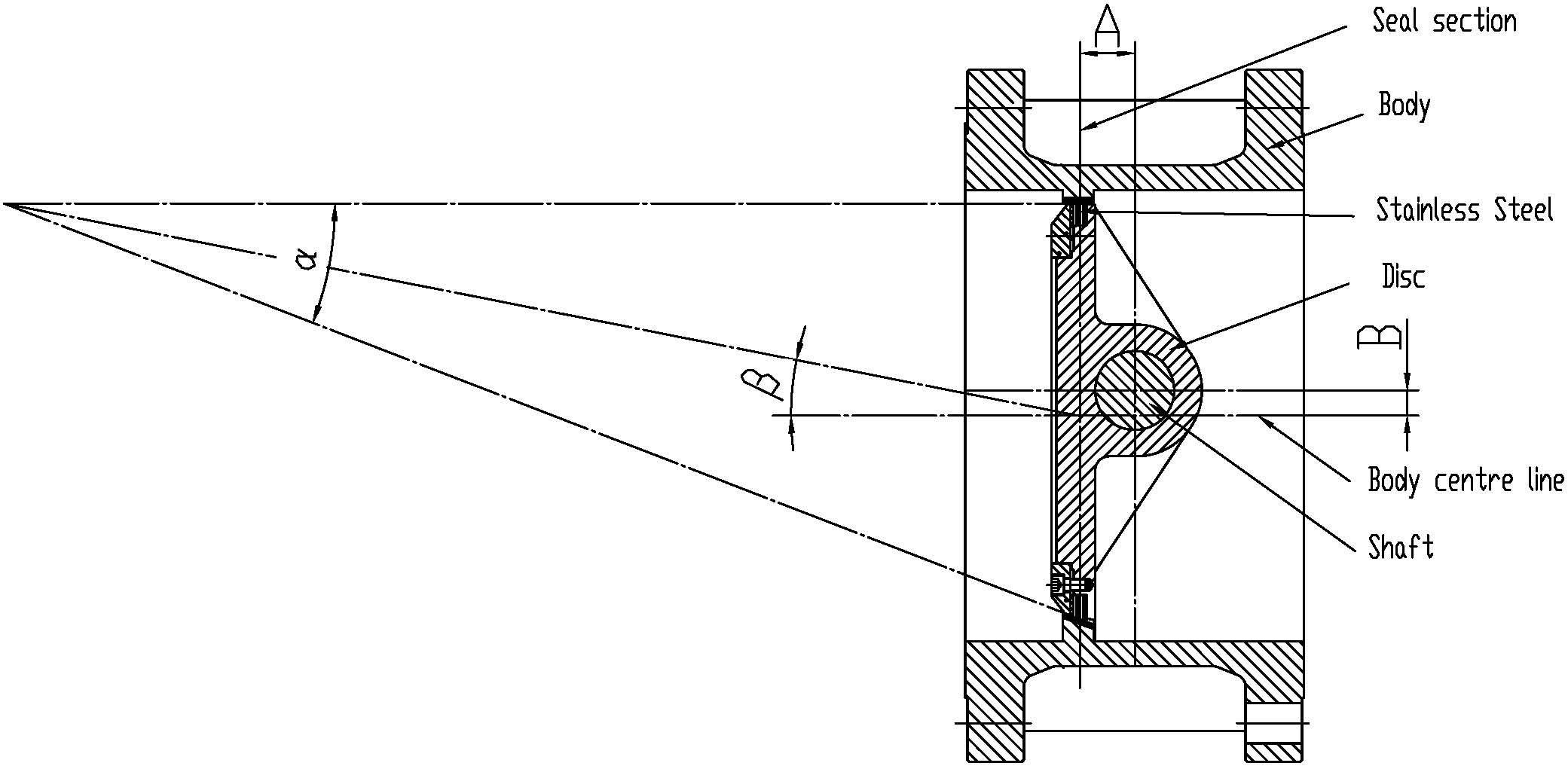
ምስል 2 በስእል 2 ላይ እንደሚታየው የተለመደው የሶስትዮሽ ኤክሰንትሪክ ብረት ማሸጊያ ቢራቢሮ ቫልቭ የተለመደ የBVMC ምርት ነው።
(ሀ) የመዋቅር ባህሪያት፡ የቢራቢሮ ፕላስቲን (ማለትም የቫልቭ ማእከል) የማዞሪያ ማእከል ከቢራቢሮ ፕላስቲን ማተሚያ ገጽ ጋር አድልዎ መፍጠር ነው፣ እና ከቫልቭ አካል መሃል መስመር ጋር አድልዎ B።እና አንግል βbe በማኅተም ፊት እና በመቀመጫው አካል መሃል መስመር መካከል ተፈጠረ (ማለትም፣ የሰውነት ዘንግ መስመር)
(ለ) የማተም መርህ፡- በድርብ ኤክሰንትሪክ ቢራቢሮ ቫልቭ ላይ በመመስረት፣ ባለሶስት ኤክሰንትሪክ ቢራቢሮ ቫልቭ በመቀመጫው እና በሰውነቱ መሃከል መካከል ያለውን አንግል ፈጠረ።የአድልዎ ውጤት በስእል 3 መስቀለኛ መንገድ ላይ እንደሚታየው ነው.የሶስትዮሽ ኤክሰንትሪክ ማሸጊያ ቢራቢሮ ቫልቭ ሙሉ በሙሉ ክፍት በሆነ ቦታ ላይ ሲሆን የቢራቢሮ ፕላስቲን ማተሚያ ገጽ ከቫልቭ መቀመጫ ማተሚያ ገጽ ሙሉ በሙሉ ይለያል።እና በቢራቢሮ ሳህን ማሸጊያ ፊት እና የሰውነት ማተሚያ ገጽ መካከል ልክ እንደ ድርብ ኤክሰንትሪክ ቢራቢሮ ቫልቭ መካከል ክፍተት ይፈጠራል።በስእል 4 ላይ እንደሚታየው β አንግል በመፈጠሩ አንግል β1 እና β2 በዲስክ ማዞሪያ መስመር እና በቫልቭ መቀመጫ ማተሚያ ወለል መካከል ይመሰረታሉ።ዲስኩን ሲከፍቱ እና ሲዘጉ የቢራቢሮ ፕላስቲን ማሸጊያው ገጽ ቀስ በቀስ ይለያያሉ እና ይጨመቃል ፣ እና ከዚያ ሙሉ በሙሉ የሜካኒካዊ ጉዳት እና መበላሸትን ያስወግዳል።ቫልቭውን ሲሰብሩ የዲስክ ማተሚያው ገጽ ከቫልቭ መቀመጫው ወዲያውኑ ይለያል።እና ሙሉ በሙሉ በተዘጋ ጊዜ ብቻ ዲስኩ ወደ መቀመጫው ይጨመቃል።በሥዕሉ 4 ላይ እንደሚታየው የቢራቢሮ ቫልቭ ቫልቭ ሲዘጋ የማኅተም ግፊት የሚፈጠረው የቢራቢሮ ቫልቭ መቀመጫ ተለዋዋጭነት ሳይሆን አንግል β1 እና β2 በመፈጠሩ ነው።ይህም ብቻ ሳይሆን መቀመጫ ቁሳዊ እርጅና, ቀዝቃዛ ፍሰት, የመለጠጥ invalidation ምክንያቶች ምክንያት ማኅተም ውጤት ቅነሳ እና ውድቀት አጋጣሚ ማስወገድ, እና በነጻነት ድራይቭ torque በኩል ማስተካከል ይቻላል, ስለዚህ ሶስቴ eccentric ቢራቢሮ ቫልቭ መታተም አፈጻጸም እና የስራ ሕይወት በጣም ይሆናል. ተሻሽሏል.
ምስል 2 ባለ ሶስት አቅጣጫዊ ባለ ሁለት መንገድ ብረት የታሸገ የቢራቢሮ ቫልቭ
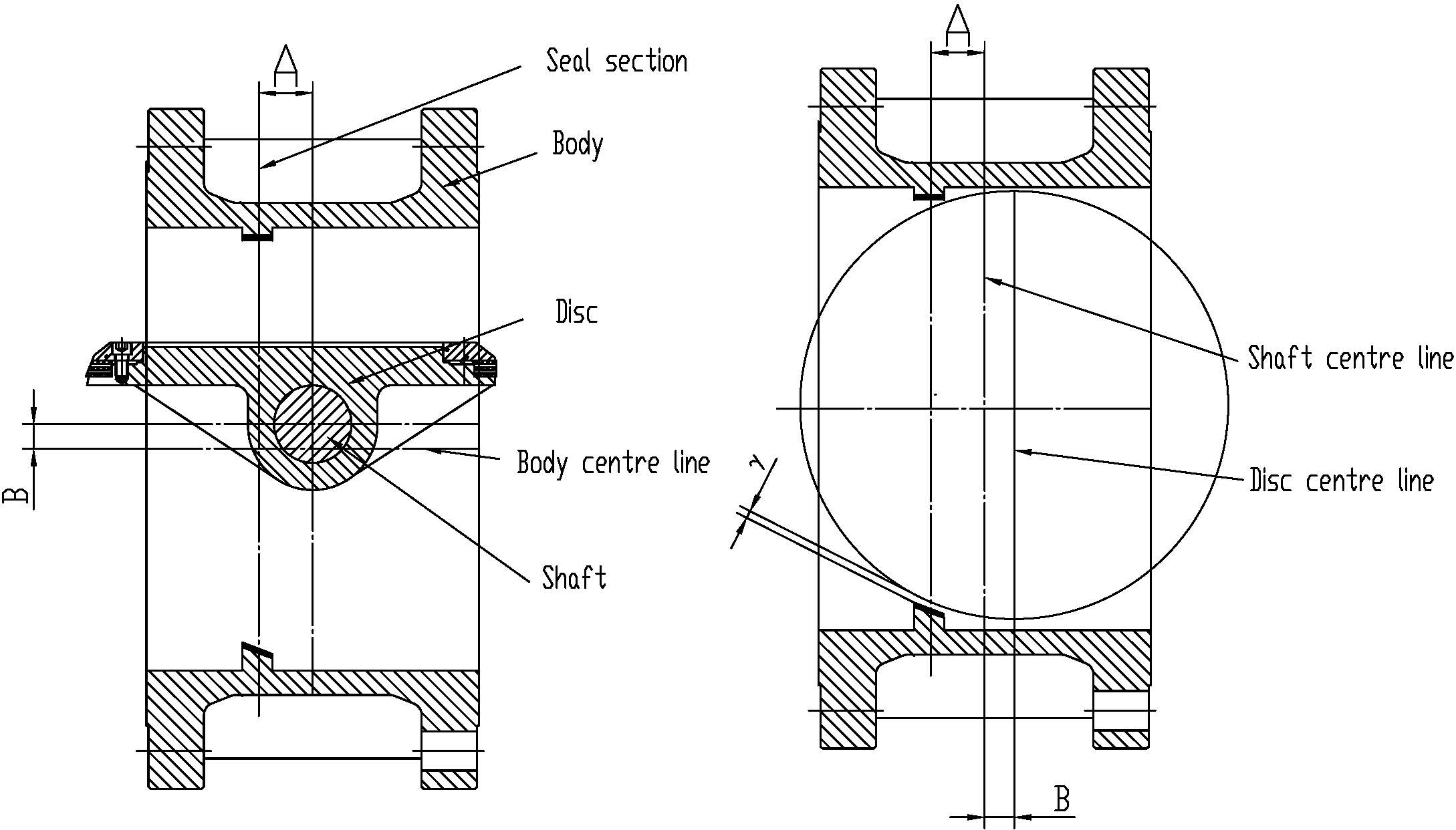
ምስል 3 ለሶስት እጥፍ ኤክሰንትሪክ ድርብ ብረት ማኅተም የቢራቢሮ ቫልቭ በክፍት ሁኔታ
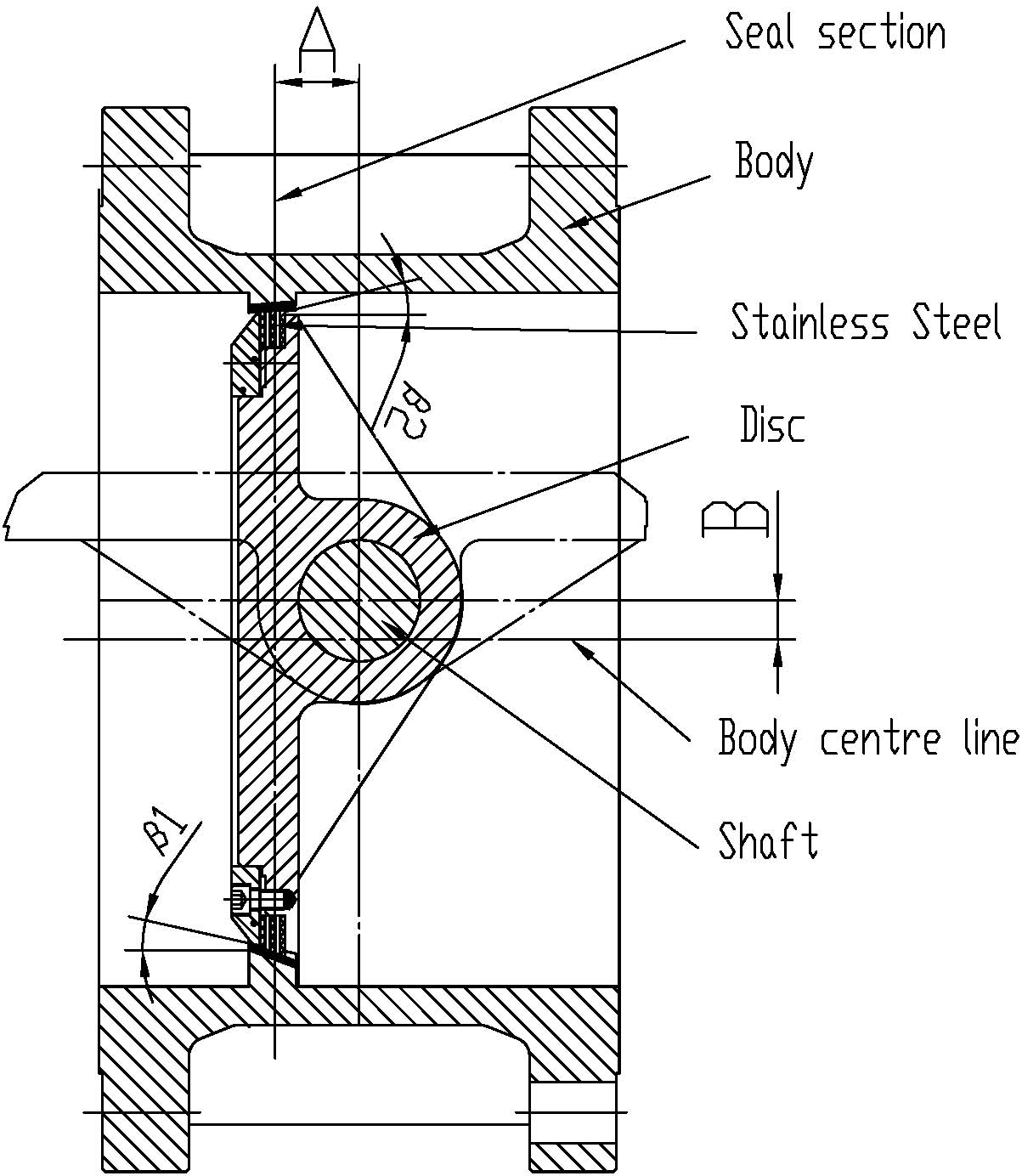
ምስል 4 ለሶስት እጥፍ ኤክሰንትሪክ ድርብ ብረት መታተም የቢራቢሮ ቫልቭ በቅርብ ሁኔታ
6.1 መጫን
6.1.1 ከመጫንዎ በፊት የቫልቭ ስም ሰሌዳውን ይዘቶች በጥንቃቄ መፈተሽ ፣ የቫልቭው ዓይነት ፣ መጠን ፣ የመቀመጫ ቁሳቁስ እና የሙቀት መጠን በቧንቧ አገልግሎት መሠረት እንደሚሆን ያረጋግጡ ።
6.1.2 ከመጫንዎ በፊት በግንኙነቶች ውስጥ ያሉትን ሁሉንም መቀርቀሪያዎች መፈተሽ ይመረጣል፣ እኩል እየጠበበ መሆኑን ያረጋግጡ።እና ማሸግ እና መታተም አለመሆኑን ማረጋገጥ።
6.1.3 የፍሰት አቅጣጫን የሚያመለክት የፍሰት ምልክቶች ያሉት ቫልቭን መፈተሽ ፣
እና ቫልቭን መጫን በፍሰቱ ድንጋጌዎች መሰረት መሆን አለበት.
6.1.4 የቧንቧ መስመር ከመትከሉ በፊት ማጽዳት እና ዘይቱን, የመገጣጠሚያውን ብስባሽ እና ሌሎች ቆሻሻዎችን ማስወገድ አለበት.
6.1.5 ቫልቭ ቀስ ብሎ ማውጣት አለበት, መወርወር እና መውደቅን ይከለክላል.
6.1.6 ቫልቭውን ሲጭኑ በቫልቭው ጫፍ ላይ ያለውን የአቧራ ሽፋን ማስወገድ አለብን.
6.1.7 የ ቫልቭ በመጫን ጊዜ flange gasket የሚሆን ውፍረት ከ 2 ሚሜ እና ዳርቻ ጠንካራነት ከ 70 PTFE ወይም ጠመዝማዛ gasket ነው, በማገናኘት ብሎኖች መካከል flange ሰያፍ አለበት.
6.1.8 የማሸጊያው ልቅነት የንዝረት ለውጥ እና በትራንስፖርት ውስጥ ያለው የሙቀት መጠን እና ከተጫነ በኋላ ግንድ መዘጋት ውስጥ መፍሰስ ከተፈጠረ የማሸጊያው እጢ ፍሬን በማጥበቅ ሊከሰት ይችላል።
6.1.9 ቫልቭውን ከመትከልዎ በፊት የሳንባ ምች አንቀሳቃሽ ቦታ መዘጋጀት አለበት, ይህም ሰው ሰራሽ ቀዶ ጥገና እና ያልተጠበቀ ጥገና ለማድረግ.እና ወደ ምርት ከመግባቱ በፊት አንቀሳቃሹን ማረጋገጥ እና መሞከር አለበት.
6.1.10 የመግቢያው ፍተሻ በሚመለከታቸው ደረጃዎች መሆን አለበት.ዘዴው ትክክል ካልሆነ ወይም ሰው ሰራሽ ከሆነ, BVMC ኩባንያ ምንም አይነት ሃላፊነት አይወስድም.
6.2 ማከማቻ እና ጥገና
6.2.1 የቫልቭ ክፍተት ንፅህናን ለማረጋገጥ ጫፎቹ በደረቅ እና አየር በሚተነፍሰው ክፍል ውስጥ በአቧራ ሽፋን መሸፈን አለባቸው።
6.2.2 የረጅም ጊዜ ማከማቻ ቫልቭ እንደገና ጥቅም ላይ በሚውልበት ጊዜ ማሸጊያው ልክ እንዳልሆነ መፈተሽ እና የሚሽከረከር ዘይት ዘይት መሙላት አለበት።
6.2.3 ቫልቮቹ በዋስትና ጊዜ ውስጥ (በውሉ መሠረት) ጥቅም ላይ መዋል እና መጠገን አለባቸው ፣ የጋኬት መተካት ፣ ማሸግ ፣ ወዘተ.
6.2.4 የቫልቭ የሥራ ሁኔታ ንፁህ መሆን አለበት, ምክንያቱም የአገልግሎት ህይወቱን ሊያራዝም ይችላል.
6.2.5 ቫልቮች ከዝገት መቋቋም ለመከላከል እና መሳሪያው በጥሩ ሁኔታ ላይ መሆኑን ለማረጋገጥ በሚሰሩበት ጊዜ በየጊዜው መመርመር እና ጥገና ማድረግ አለባቸው።
መካከለኛው ውሃ ወይም ዘይት ከሆነ በየሶስት ወሩ ቫልቮች መፈተሽ እና መጠገን እንዳለባቸው ይመከራል.እና መካከለኛው የሚበላሽ ከሆነ, ሁሉም ቫልቮች ወይም የቫልቮች ክፍል በየወሩ እንዲታዩ እና እንዲጠበቁ ይመከራል.
6.2.6 የአየር ማጣሪያ እፎይታ-ግፊት ቫልቭ በየጊዜው መፍሰስ አለበት, ብክለት መውጣት, የማጣሪያውን አካል ይተኩ.የብክለት pneumatic ክፍሎች, ውድቀት መንስኤ ለማስወገድ አየር ንጹህ እና ደረቅ መጠበቅ.("የሳንባ ምች አንቀሳቃሽ ኦፕሬሽን መመሪያን ማየት")
6.2.7 ሲሊንደር ፣ የሳንባ ምች አካላት እና የቧንቧ መስመሮች የጋዝ መፍሰስን ለመከልከል በጥንቃቄ እና በመደበኛነት መፈተሽ አለባቸው (“የሳንባ ምች ኦፕሬሽን መመሪያን ማየት”)
6.2.8 ቫልቮቹን በሚጠግኑበት ጊዜ ክፍሎቹን እንደገና ያጥባል, የውጭ አካልን, ነጠብጣቦችን እና የዛገ ቦታን ያስወግዳል.የተበላሹ ጋኬቶችን እና ማሸጊያዎችን ለመተካት, የማሸጊያው ወለል መስተካከል አለበት.የሃይድሮሊክ ሙከራ ከጥገና በኋላ እንደገና መከናወን አለበት, ብቁ የሆኑ ሊጠቀሙበት ይችላሉ.
6.2.9 የቫልቭው የእንቅስቃሴ ክፍል (እንደ ግንድ እና ማሸጊያ ማህተም) ንፁህ መሆን እና አቧራውን ከመጥፋት እና ከመበላሸት መጠበቅ አለበት።
6.2.10 በማሸጊያው ውስጥ መፍሰስ ካለ እና የማሸጊያው እጢ ፍሬዎች በቀጥታ መያያዝ አለባቸው ወይም እንደ ሁኔታው ማሸጊያውን ይለውጡ።ነገር ግን ማሸጊያውን በግፊት መቀየር አይፈቀድም.
6.2.11 የቫልቭ መፍሰስ በመስመር ላይ ወይም ለሌላ የአሠራር ችግሮች ካልተፈታ ፣ ቫልቭውን ሲያስወግዱ በሚከተሉት ደረጃዎች መሆን አለባቸው ።
a. ለደህንነት ትኩረት ይስጡ: ለደህንነትዎ, በመጀመሪያ ከቧንቧው ላይ ያለውን ቫልቭ ማስወገድ በቧንቧው ውስጥ ያለው መካከለኛ ምን እንደሆነ መረዳት አለበት.በቧንቧው ውስጥ ያለውን መሃከለኛ እንዳይጎዳ ለመከላከል የጉልበት መከላከያ መሳሪያዎችን መልበስ አለብዎት.በተመሳሳይ ጊዜ የቧንቧው መካከለኛ ግፊት መኖሩን ለማረጋገጥ.ቫልቭውን ከማስወገድዎ በፊት ቫልዩ ሙሉ በሙሉ መዘጋት አለበት.
b.Removing pneumatic መሣሪያ (አገናኝ እጅጌ ጨምሮ, "የ pneumatic actuator ክወና መመሪያ ማየት") ከግንዱ እና pneumatic መሣሪያ ላይ ጉዳት ለማስወገድ እንዲሠራ መጠንቀቅ አለበት;
ሐ. የቢራቢሮ ቫልቭ ክፍት በሚሆንበት ጊዜ የዲስክ እና የመቀመጫ ማህተም ቀለበት ምንም አይነት ጭረት ካላቸው መፈተሽ አለባቸው።ለመቀመጫ መጠነኛ መፋቅ ካለ፣ ለማሻሻያ በማሸግ ቦታ ላይ ኤሚሪ ጨርቅ ወይም ዘይት መጠቀም ይችላል።ጥቂት ጥልቅ ጭረቶች ከታዩ, ለመጠገን ተገቢውን እርምጃዎች መወሰድ አለባቸው, የቢራቢሮ ቫልቭ ለሙከራ ብቁ ከሆነ በኋላ መጠቀም ይቻላል.
መ. ግንዱ ማሸጊያው መፍሰስ ከሆነ, የማሸጊያው እጢው መወገድ አለበት, እና ግንዱን በመፈተሽ እና በማሸግ ላይ, ግንዱ ምንም አይነት ጭረት ካለው, ቫልዩው ከተጠገነ በኋላ መሰብሰብ አለበት.ማሸጊያው ከተበላሸ, ማሸጊያው መተካት አለበት.
e. ሲሊንደር ችግር ካጋጠመው, የሳንባ ምች ክፍሎችን መፈተሽ አለበት, የጋዝ መንገድ ፍሰት እና የአየር ግፊት, ኤሌክትሮማግኔቲክ መለወጫ ቫልቭ መደበኛ ነው."የሳንባ ምች አንቀሳቃሽ ኦፕሬሽን መመሪያን" በማየት ላይ
ረ.ጋዙ ወደ አየር ማናፈሻ መሳሪያው ውስጥ ሲገባ, በውስጡም ሆነ ውጭ ያለው ሲሊንደር ምንም ፍሳሽ እንደሌለው ያረጋግጣል.የሳንባ ምች መሳሪያ ማህተም ከተበላሸ የኦፕሬሽን ግፊትን መቀነስ ሊያስከትል ይችላል, ስለዚህም የቢራቢሮ ቫልቭ መክፈቻ እና የመዝጊያ ስራን አያሟሉም, ለመደበኛ ፍተሻ እና ምትክ ክፍሎች ትኩረት ይስጡ.
Pneumatic ቢራቢሮ ቫልቭ ሌሎች ክፍሎች በአጠቃላይ መጠገን አይደለም.ጉዳቱ ከባድ ከሆነ ፋብሪካውን ማነጋገር ወይም ወደ ፋብሪካ ጥገና መላክ አለበት.
6.2.12 ፈተና
ቫልዩው በተገቢው መመዘኛዎች መሠረት ቫልዩ ምርመራውን ካጠገነ በኋላ የግፊት ሙከራ መሆን አለበት.
6.3 የአሠራር መመሪያ
6.3.1 በአየር ግፊት የሚሰራ ቫልቭ ከሲሊንደር መሳሪያ ሾፌር ጋር ዲስኩን ለመክፈት ወይም ለመዝጋት ዲስኩ 90° እንዲዞር ይደረጋል።
6.3.2 የሳንባ ምች የሚሠራ የቢራቢሮ ቫልቭ ክፍት-ቅርብ አቅጣጫዎች በሳንባ ምች መሳሪያው ላይ ባለው የቦታ አመልካች ምልክት ይደረግባቸዋል።
6.3.3 የቢራቢሮ ቫልቭ መቆራረጥ እና ማስተካከያ እርምጃ እንደ ፈሳሽ መቀየሪያ እና ፍሰት መቆጣጠሪያ ሊያገለግል ይችላል።በአጠቃላይ ከግፊቱ በላይ አይፈቀድም - የሙቀት ወሰን ሁኔታ ወይም በተደጋጋሚ ተለዋጭ ግፊት እና የሙቀት ሁኔታዎች
6.3.4 የቢራቢሮ ቫልቭ ለከፍተኛ ግፊት ልዩነት የመቋቋም ችሎታ አለው ፣ በከፍተኛ ግፊት ልዩነት ውስጥ የተከፈተው ቢራቢሮ ቫልቭ መሰራጨቱን ቀጥሏል ።አለበለዚያ ጉዳት ሊያደርስ ይችላል, ወይም ከባድ የደህንነት አደጋ እና የንብረት ውድመት እንኳን.
6.3.5 የሳንባ ምች ቫልቮች በተደጋጋሚ ይጠቀማሉ, እና የእንቅስቃሴው አፈፃፀም እና ቅባት ሁኔታዎች በየጊዜው መረጋገጥ አለባቸው.
6.3.6 የአየር ግፊት መሳሪያ በሰዓት አቅጣጫ ለቢራቢሮ ቫልቭ እንዲዘጋ፣ በተቃራኒ ሰዓት አቅጣጫ የቢራቢሮ ቫልቭ እንዲከፈት።
6.3.7 የ pneumatic ቢራቢሮ ቫልቭን በመጠቀም ትኩረት መስጠት አለበት አየር ንጹህ ነው ፣ የአየር አቅርቦት ግፊት 0.4 ~ 0.7 Mpa ነው።የአየር መተላለፊያ መንገዶች ክፍት እንዲሆኑ፣ የአየር ማስገቢያ እና የአየር ፍሰት እንዲዘጋ አይፈቀድም።ከመሥራትዎ በፊት የሳንባ ምች የቢራቢሮ ቫልቭ እንቅስቃሴ መደበኛ መሆኑን ለመመልከት ወደ የታመቀ አየር ውስጥ መግባት አለበት።ዲስኩ ሙሉ በሙሉ ክፍት ወይም ዝግ በሆነ ቦታ ላይ ከሆነ ለሳንባ ምች የቢራቢሮ ቫልቭ ክፍት ወይም ተዘግቷል ።ለቫልቭው አቀማመጥ ትኩረት ለመስጠት እና የሲሊንደሩ አቀማመጥ ወጥነት ያለው ነው.
6.3.8 የሳንባ ምች አንቀሳቃሾች ክራንች ክንድ መዋቅር አራት ማዕዘን ቅርጽ ያለው ጭንቅላት ነው, ለእጅ መሳሪያ ያገለግላል.አደጋው በሚከሰትበት ጊዜ የአየር ማስተላለፊያ ቱቦውን በእጅ የሚሰራውን ስራ በዊንች በቀጥታ ማስወገድ ይችላል.
7. ስህተቶች፣ ምክንያቶች እና መፍትሄዎች (ትር 1 ይመልከቱ)
ትር 1 ሊሆኑ የሚችሉ ችግሮች, መንስኤዎች እና መፍትሄዎች
| ስህተቶች | ውድቀት መንስኤ | መፍትሄ |
| ለቫልቮች የሚንቀሳቀስ ቫልቭ አስቸጋሪ እንጂ ተለዋዋጭ አይደለም | 1. የአንቀሳቃሽ አለመሳካቶች2.የማሽከርከሪያውን ክፈት በጣም ትልቅ ነው3.የአየር ግፊት በጣም ዝቅተኛ ነው 4.ሲሊንደር መፍሰስ | 1. የኤሌክትሪክ ዑደት እና የጋዝ ዑደት ለሳንባ ምች መሳሪያ መጠገን እና ማረጋገጥ2.የስራውን ጭነት መቀነስ እና የአየር ግፊት መሳሪያዎችን በትክክል መምረጥ3.የአየር ግፊትን ከፍ ማድረግ. 4. የሲሊንደር ወይም የመገጣጠሚያ ምንጭን የማተም ሁኔታን ያረጋግጡ |
| ግንድ ማሸግ መፍሰስ | 1. ማሸግ እጢ ብሎኖች ልቅ ነው2.ጉዳት ማሸጊያ ወይም ግንድ | 1. የ gland ብሎኖች 2.ማሸጊያውን ወይም ግንዱን ይተኩ |
| መፍሰስ | 1.የማኅተም ምክትል የመዝጊያ ቦታ ትክክል አይደለም | 1. ለታሸገው ምክትል የመዝጊያ ቦታ ለማድረግ አንቀሳቃሹን ማስተካከል ትክክል ነው |
| 2. መዝጋት ወደ ተዘጋጀው ቦታ አይደርስም | 1.የክፍት-ቅርበት አቅጣጫን መፈተሽ በቦታው ላይ ነው2.በአስቀያሚ መስፈርቶች መሰረት ማስተካከል, አቅጣጫው ከትክክለኛው ክፍት ሁኔታ ጋር እንዲመሳሰል 3.የሚይዙትን ነገሮች መፈተሽ በቧንቧ ውስጥ ነው | |
| 3. የቫልቭ ጉዳት ክፍሎች①የመቀመጫ ጉዳት②የዲስክ ጉዳት | 1. መቀመጫውን ይተኩ2.ዲስክን ይተኩ | |
| አንቀሳቃሽ መቋረጥ | 1.የቁልፉ ጉዳት እና ነጠብጣብ2.የማቆሚያ ፒን ተቆርጧል | 1. ቁልፉን ከግንዱ እና ከአንቀሳቃሹ መካከል ይተኩ2.የማቆሚያ ፒን ይተኩ |
| የሳንባ ምች መሣሪያ ውድቀት | የ"ቫልቭ የአየር ግፊት መሳሪያ ዝርዝሮች" በማየት ላይ | |
ማሳሰቢያ፡ የጥገና ሰራተኞች ተገቢ እውቀትና ልምድ ሊኖራቸው ይገባል።
የልጥፍ ሰዓት፡- ግንቦት-19-2022